

公司热线: 15205349800
抗静电高分子聚乙烯板-高分子聚乙烯板-超鸿耐磨材料
山东超鸿耐磨材料有限公司
- 经营模式:生产加工
- 地址:山东德州市经济开发区
- 主营:超高分子量聚乙烯板材,聚乙烯衬板,煤仓衬板,高分子耐磨板
- 产品详情
- 联系方式
- 产品品牌:超鸿耐磨材料
- 供货总量:不限
- 价格说明:议定
- 包装说明:不限
- 物流说明:货运及物流
- 交货说明:按订单
- 有效期至:长期有效
抗静电高分子聚乙烯板-高分子聚乙烯板-超鸿耐磨材料 :
铸石板,聚乙烯板,微晶板
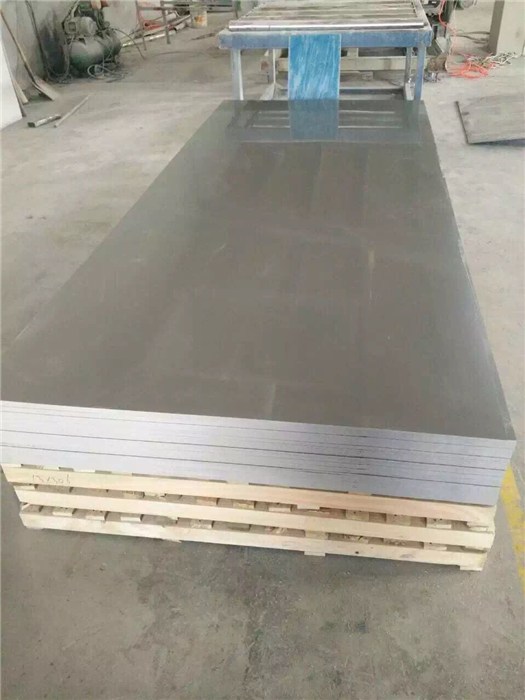
超高分子量聚乙烯板材UHMW-PE板材特性超高分子量聚乙烯UHMW-PE板材为何如此独特?因为UHMW-PE综合了如下优异性能:高耐摩性,高抗冲性,表面不粘性以及自润滑性。并且, 即使低温条件下它亦能保持的机械性能。
超高分子量聚乙烯板材UHMW-PE板材是一种具有极高粘度的聚合物,为粉末形状,其典型粒径范围为100-200微米。由于粘度很高,它通常不能用普通的热塑性塑料成型方法来加工,而是用模压或柱塞挤出工艺,在高压下把UHMW-PE粒子熔融并烧结为坯材或型材,必要的话,再进行后续机加工。






超高分子量聚乙烯制品热塑料制品设计原则
脱模斜度
由于塑件在模腔内产生冷却收缩现象,使塑件紧抱模腔中的型芯和型腔中的凸出部分,使塑件取出困难,强行取出会导至塑件表面擦分,拉毛,为了方便脱模,塑件设计时必须考虑与脱模(及轴芯)方向平行的内、外表面,设计足够的脱模斜度,一般1——130`。
一般型芯斜度要比型腔大,型芯长度及型腔深度越大,则斜度不减小。
壁厚
根据塑件使用要求(强度,刚度)和制品结构特点及模具成型工艺的要求而定壁厚太小,强度及刚度不足,塑料填充困难壁厚太大,增加冷却时间,降低生产率,产生气泡,缩孔等 。
要求壁厚尽可能均匀一致,否则由于冷却和固化速度不一样易产生内应力,引起塑件的变形及开裂。

超高分子量聚乙烯板加工件
四、加强筋
设计原则:
〈一〉中间加强筋要低于外壁 0.5 mm 以上,使支承面易于平直。
〈二〉应避免或减小塑料的局部聚积。
〈三〉筋的排例要顺着在型腔内的流动方向。
五、支承面
塑件一般不以整个平面作为支承面,而取而代之以边框,底脚作支承面。
六、圆角
要求塑件防有转角处都要以圆角(圆弧)过渡,因尖角容易应力集中。
塑件有圆角,有利于塑料的流动充模及塑件的顶出,塑件的外观好,有利于模具的强度及寿命。
七、孔(槽)
塑件的孔三种成型加工方法:
(1)模型直接模塑出来。
(2)模塑成盲孔再钻孔通。
(3)塑件成型后再钻孔。先模塑出浅孔好。
1、 模塑通孔要求孔径比(长度与孔径比)要小些,当孔径〈1.5mm,由于模芯易弯曲折断,不适于模塑 模塑型芯的三种方式。
2、 肓孔的深度:h 〈 (3—5)d
d〈 1.5时, h 〈 3d
3、 异形孔(槽)设计
塑件如有侧孔或凹槽,则需要活动块或抽芯机构"平行射成原则"确定塑件侧孔(槽)是否适合于脱模。
热塑性塑料中软而有弹性的,如聚乙烯,聚,聚甲醛导制品,内孔与外像浅的可强制脱模。
八、螺纹
塑件中的螺纹可用模塑成型出来,或切削方法获得通常折装或受力大的,要采用金属螺纹嵌件来成型。
九、嵌件
为了增加塑料制品整体或某一部位的强度与刚度,满足使用的要求,常在塑件体内设置金属嵌件。
由于装潢或某些特殊需要,塑料制品的表面常有文字图案。
1、 标志
2、 凹凸纹:如把手,旋钮,手轮制品的固边,以增加摩擦力,凹凸纹要做成直纹,以便于脱模。
3、 花纹:凹凸纹,皮革纹,桔皮纹,纹浪纹,点格纹,菱形纹。
加工花纹方法:电火花加工,照像化学磨蚀,雕刻冷挤压。


