

公司热线: 15205349800
超高分子聚乙烯板-上海高分子聚乙烯板-超鸿耐磨材料
山东超鸿耐磨材料有限公司
- 经营模式:生产加工
- 地址:山东德州市经济开发区
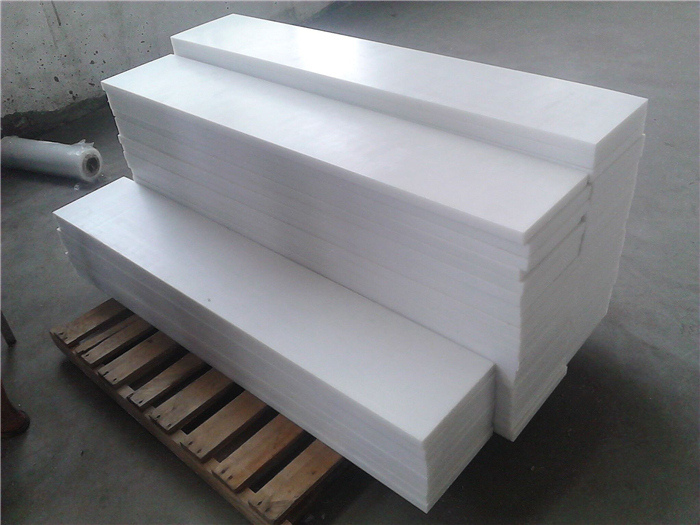
- 主营:超高分子量聚乙烯板材,聚乙烯衬板,煤仓衬板,高分子耐磨板
- 产品详情
- 联系方式
- 产品品牌:超鸿耐磨材料
- 供货总量:不限
- 价格说明:议定
- 包装说明:不限
- 物流说明:货运及物流
- 交货说明:按订单
- 有效期至:长期有效
超高分子聚乙烯板-上海高分子聚乙烯板-超鸿耐磨材料 :
铸石板,聚乙烯板,微晶板超高分子量聚乙烯板历史发展概况及现状评述
上世纪30年代早有人提出关于超高分子量聚乙烯纤维的基础理论,随后凝胶纺丝法和增塑纺丝法的出现使超高分子量聚乙烯在技术上取得重大突破,UHMWPE于1958年由德国科学家齐格勒博士首先研制出来,到60年代末国外实现了工业化生产,接着在上世纪70年代,英国利兹大学的Capaccio和Ward首先研制成功分子量为10万的高分子量聚乙烯纤维。






超高分子量聚乙烯的特点
超高分子量聚乙烯(UHMWPE)轴套具有耐磨性、无粘性、耐腐蚀性、 摩擦系数小等特性,广泛应用于发电厂,矿厂,船厂,焦化厂,化肥厂,钢厂,码头,汽车零部件公司,污水处理厂,工程车等。
产品强度高,耐冲击,无味,使用温度-70~+100°C,已广泛应用于各种贮仓、料斗、溜槽、管道、渣沟的衬里和抗磨损的机械零部件,是解决防磨损、防堵塞、防腐蚀的理想材料。
耐磨性:相当于不锈钢的9倍,聚四氟乙烯的6-7倍,HDPE的2倍。
无粘性:表面张力小,与常见物质不亲和,因此不易粘连结垢。
耐腐蚀性:能耐磷酸、盐酸、稀硫酸、碱类、盐类等腐蚀。
摩擦系数小:流提阻力小,节省能耗。
注塑模由成型零部件、浇注系统、导向部分、分型抽芯机构、顶出装置、冷却和加热系统等部分组成。
1、成型零部件部分是由构成塑料件形状的模具型腔组成的,通常是由凸模、凹模、型芯、嵌件和镶块等组成。
2、熔融塑料从注塑机喷嘴进入模具型腔所流经的模具内通常称为浇注系统。
3、导向部分为了确保动、定模之间的正确导向与定位,通常在动、定模部分采用导柱、导套或在动、定模部分设置相互吻合的内外锥面导向。
4、塑料件上的侧向如有凹、凸形状的孔或凸台,这就需要有侧向的凹、凸模或型芯来做成型。
5、顶出装置是模具分型以后将塑料件顶出的装置。通常顶出机构由顶杆、复位杆、顶杆固定板、顶板、主流道拉料杆等组成。
6、冷却,通常是在模具上开设冷却水道,当塑料充满型腔并经过一定的保压时间后,水道通以循环冷水对模具进行冷却。另外,一些塑料成型时对模具具有一定的温度要求,要求对模具加热。加热系统则是在模具内部或四周安装加热组件。大部分的热塑性塑料成型时需对模具进行冷却。

超高分子量聚乙烯异形件
八、螺纹
塑件中的螺纹可用模塑成型出来,或切削方法获得通常折装或受力大的,要采用金属螺纹嵌件来成型。
九、嵌件
为了增加塑料制品整体或某一部位的强度与刚度,满足使用的要求,常在塑件体内设置金属嵌件。
由于装潢或某些特殊需要,塑料制品的表面常有文字图案。
1、 标志
2、 凹凸纹:如把手,旋钮,手轮制品的固边,以增加摩擦力,凹凸纹要做成直纹,以便于脱模。
3、 花纹:凹凸纹,皮革纹,桔皮纹,纹浪纹,点格纹,菱形纹。
加工花纹方法:电火花加工,照像化学磨蚀,雕刻冷挤压。


